An Introduction to How Capacity Planning relates to Material Requirements Planning
 By Vicky Pomerleau, Tech Lead at Big Bang
By Vicky Pomerleau, Tech Lead at Big Bang
In my a recent blog post, I discussed material requirements planning – a system meant to ensure that you get supplies on time to meet customer demands. When we procure supplies from external vendors, we can use the vendor and shipping lead times defined in our purchasing agreement to know when:
- we should place purchase orders to get them on time, or
- whether it’s already too late when a customer enquiries about our capacity to meet a new demand in a specific time frame.
Now when we discuss capacity planning, it has to do with your capacity, not the timing of working with vendors. When supplies are coming out of our shop floor, there are more parameters to consider than just the materials. Of course, the parts needed to manufacture the finished goods must be available. And, the various machines or skilled workforce involved in the manufacturing process must also be available.
Note: This post won’t cover the highly customized engineering-to-order projects not even manufactured on a plant shop floor, such as building a house. We will instead consider small goods we regularly use, like furniture, pencils, processed food or lanyards, which are usually manufactured in a plant.
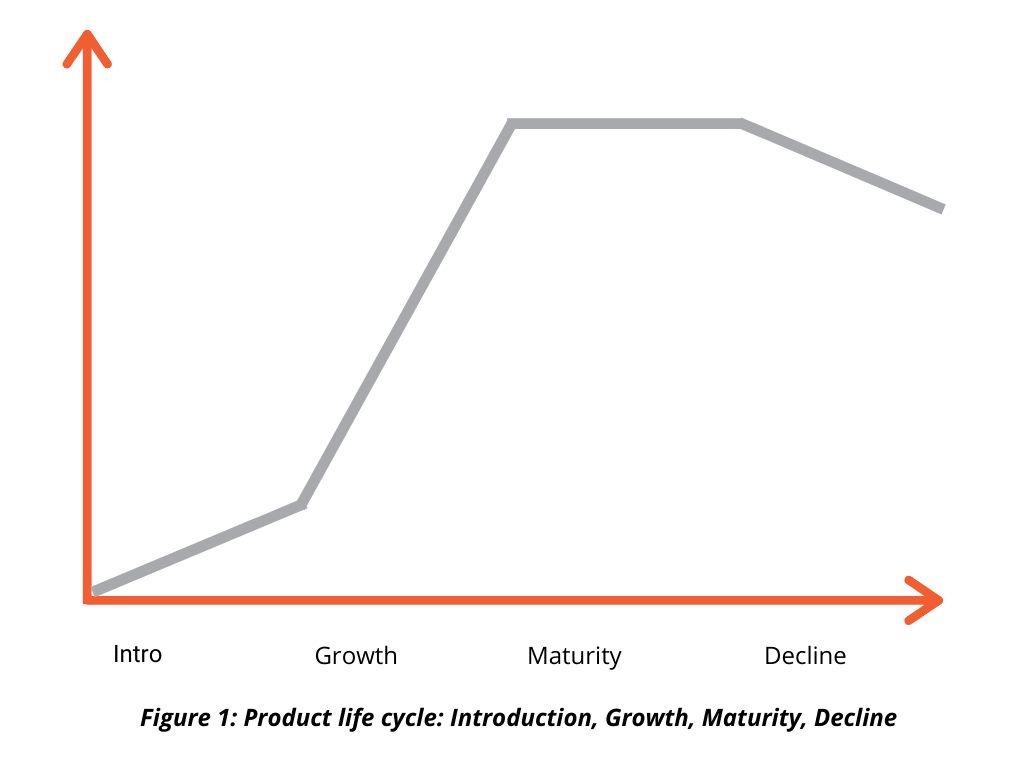
Shop floors and product life cycle considerations
Before getting into details on capacity planning, let’s first consider how we manufacture products. Different products call for different manufacturing environments, and the same product can experiment with varying manufacturing environments depending on its life cycle.
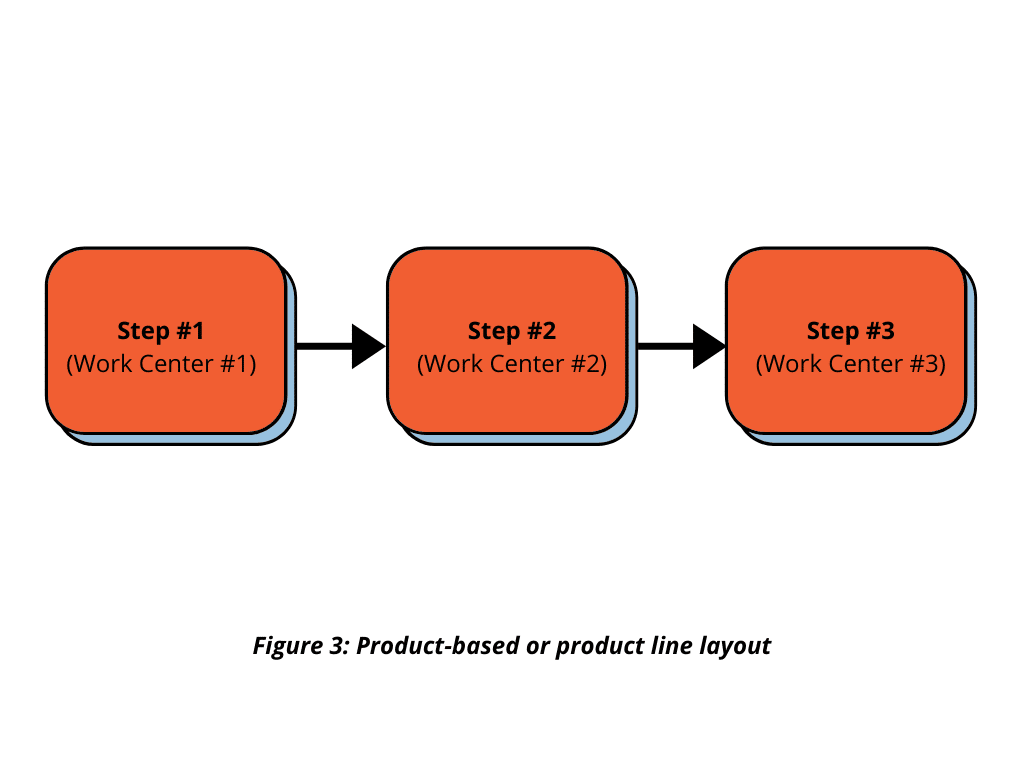
When we have relatively stable and predictable demands and large volumes, it is likely to have one or many dedicated product line(s), and then capacity planning is facilitated.
 It isn’t necessarily cheap, but there are fewer parameters to consider:
It isn’t necessarily cheap, but there are fewer parameters to consider:
- We know our stock levels and production rate, and when we get new demands, we look if we can either ship from stock, or when we can promise fulfillments with accuracy.
- Given a temporary increase or decrease in demand, we may adjust our capacity with an additional work shift or reduce the operating hours on this production line.
- Given a steady increase or decrease in demand, we may optimize the production lines, add or remove production lines, or, if it’s no longer sustainable, replace the production lines environment for this product by flexible work centers.
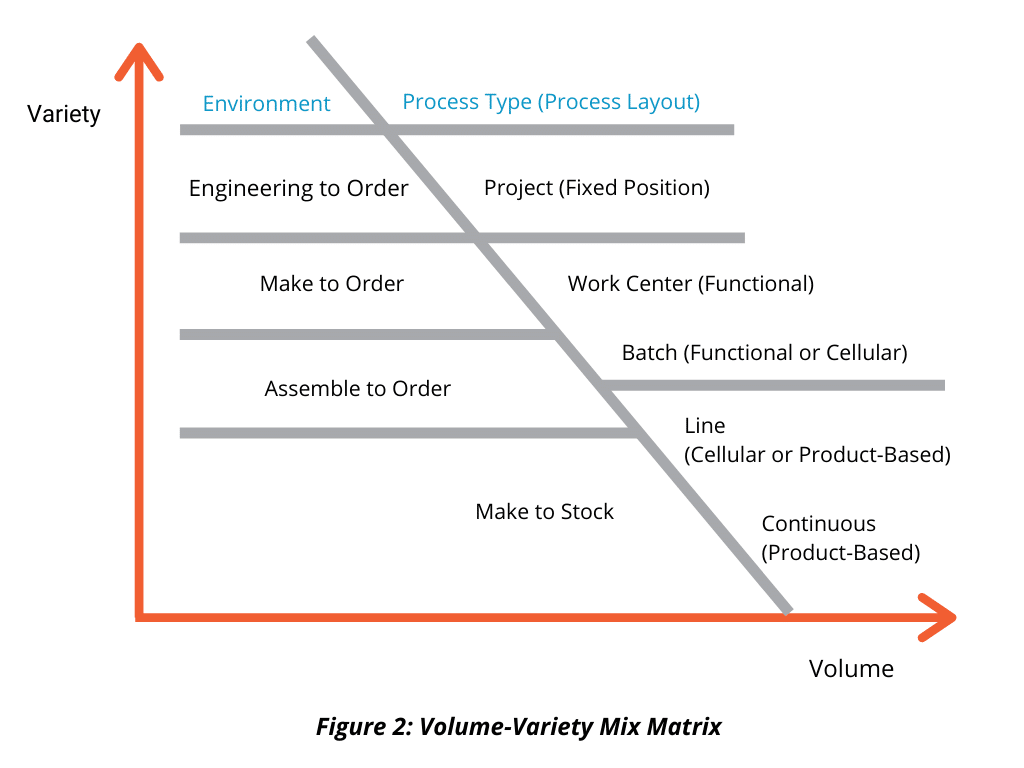
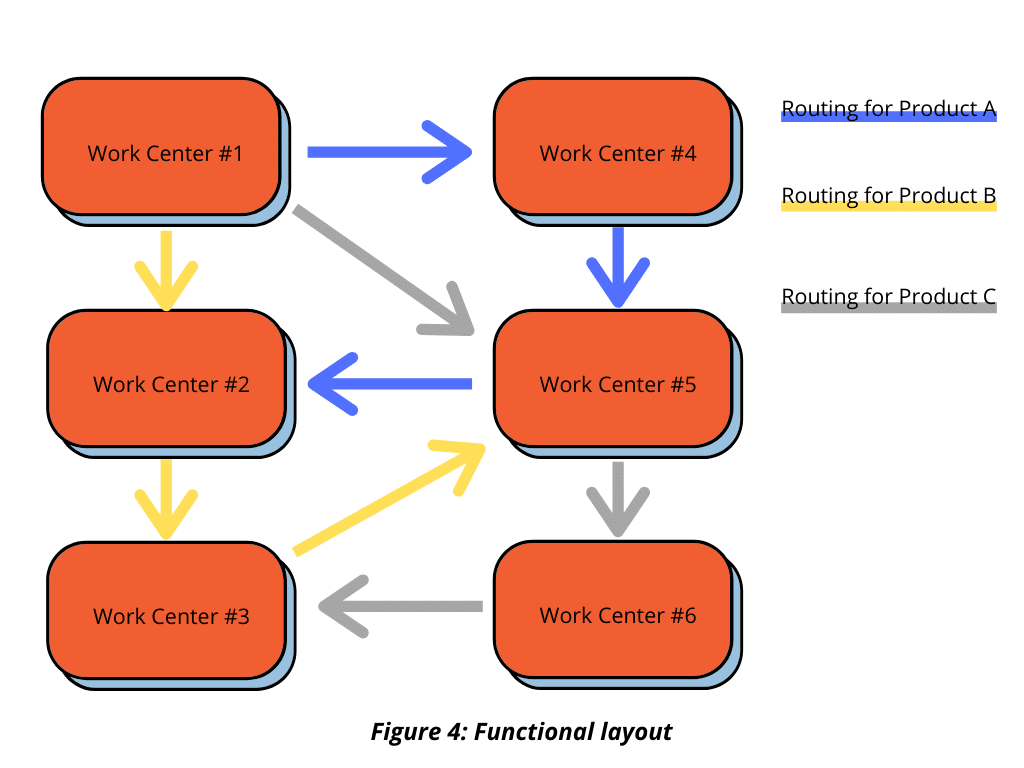
However, when we develop a new product, it’s unlikely that an entire product line would be reserved for its production: the production volume at this stage doesn’t justify large investments in production equipment. It is more likely that the parts would circulate on a shop floor arranged in functional departments and work centers until all processing operations are performed, and finished goods can officially be received in inventory. Even in the maturity stage, nowadays, the lean approach and just-in-time production are quite popular to reduce waste and costs. So, larger volumes may still be processed in such an agile shop floor configuration, or with a cellular approach that optimizes work centers positioning for some products. And without the best tools to assist production planners, that can be a headache to plan production within capacity and without too much idle time when the same manufacturing facilities are used to manufacture a wide range of very different products at the same time!
 Example
Example
 Example
ExampleWe will look at an example together throughout this 4-part series of posts: the good old toilet paper roll, which some of us got scared about running low recently…
I’m no expert on toilet paper manufacturing, so please be indulgent when I start throwing random numbers in this example to illustrate the manufacturing concepts discussed.
We’ve been using toilet paper for some time now, and most of us aren’t planning to stop using it anytime soon, so we would think it’s a mature product. So let’s consider it as a mature product, manufactured in a make-to-stock environment. But toilet paper comes with all sorts of varieties: some like it with 2 or 3 layers, some like it quilted with various patterns, some even enjoy it with rainbow and unicorn printings – something to celebrate, I guess! Not all of these variations of toilet paper rolls require large volumes, so let’s consider rolls with custom printings are manufactured in a make-to-order environment.
Make-to-stock (MTS)
In a MTS environment, we usually maintain specific stock levels in inventory, and new orders are fulfilled from inventory. Production rate and capacity planning is based on sales forecasts with possible adjustments. For example if inventory starts to build-up or if unexpected downtime occurs and threatens to delay everything. We won’t dive into detailed sales forecasts and demand planning for now (probably a future post topic), but it will have a major impact on production planning.
Let’s consider our fictitious plant has four leading products in the toilet paper market: 2-ply, 3-ply, quilted with diamonds pattern, and quilted with flowers pattern. They used to be produced on production line A, but it was recently replaced with two newly installed production lines. Line B handles the multi-ply toilet paper, and line C is handling the (2-ply) quilted units. Every day, these two production lines are manufacturing these four products. Production staff tries to optimize different things to reduce wastes and cost. With as little changeovers as possible and yet avoid building too much inventory (which can be quite costly, especially with something like toilet paper, which takes a lot of storage volume for relatively low $/m^2 value).
Make-to-order (MTO)
In a make-to-order environment, we usually wait for customer orders to come before making anything, and we fulfill a backlog of orders to promise dates.
Our fictitious plant will also start making toilet paper rolls with various printings on line D (another production line that was developed using older pieces of equipment retrieved from the retired line A). Some will be seasonal products associated with popular holidays (Christmas prints, Valentine Day prints). Some will be related to important life events (new birth, getting married, promotions at work), and possibly manufactured throughout the year. It will also take orders of various sizes for promoting one-time events such as the next Olympic Games or a new visiting exhibition at a local museum. Once again, the production staff still tries to reduce waste and costs with as little changeovers as possible.
So here lays the foundation of the product life cycle and shop floor considerations, using our toilet paper example, and introducing capacity requirements planning. Up next in the series will be blog posts on:
 As a Tech Lead with an electrical engineering degree and continuous education in software engineering and management, Vicky brings to the table her top-notch development skills as well as the ability to collaborate effectively and efficiently with customers to discuss their varying business needs. She is the Rootstock Practice Lead at Big Bang and is the Force.com expert supporting Salesforce. When Vicky is not creating magic for her customers, she is working on her family’s garlic farm, which the team at Big Bang loves to use at home.
As a Tech Lead with an electrical engineering degree and continuous education in software engineering and management, Vicky brings to the table her top-notch development skills as well as the ability to collaborate effectively and efficiently with customers to discuss their varying business needs. She is the Rootstock Practice Lead at Big Bang and is the Force.com expert supporting Salesforce. When Vicky is not creating magic for her customers, she is working on her family’s garlic farm, which the team at Big Bang loves to use at home.